

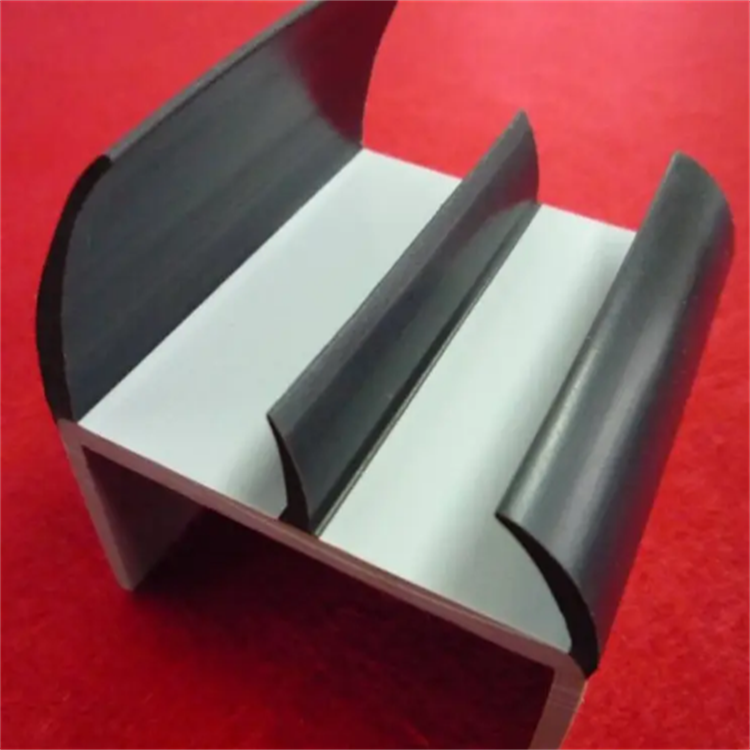
不同的擠塑產(chǎn)品要求型材上共擠層的技術(shù)指標(biāo)完全不同,因此對(duì)共擠頭的設(shè)計(jì)也提出了不同的要求:
①軟硬共擠時(shí),要求共擠層與主型材結(jié)合牢固。因此,在設(shè)計(jì)共擠機(jī)頭時(shí),應(yīng)保證兩種材料在機(jī)頭內(nèi)有足夠的粘結(jié)時(shí)間。
②新舊材料共擠時(shí),由于共擠比例較大,共擠頭的設(shè)計(jì)應(yīng)主要考慮舊材料流道與主流材料流之間的平衡。
③雙色共擠時(shí),一般要求顏色共擠層薄均勻,因此在機(jī)頭設(shè)計(jì)制造中,共擠流道與主流道的結(jié)合是保證足夠精度的關(guān)鍵。
下面以PVC/PVC色母料共擠和PVC/PMMA以雙色共擠為例。考慮到加工因素和對(duì)接關(guān)系,PVC/PVC色母共擠流道與主流道的夾角不小于75°,共同流道的長(zhǎng)度為30-40mm;而對(duì)于PVC/PMMA考慮雙色共擠,設(shè)計(jì)流道PMMA流動(dòng)性好,和PVC由于附著力低,共擠流道與主流道的夾角應(yīng)適當(dāng)較大,共擠流道的長(zhǎng)度可適當(dāng)較小,20-30mm為宜。
下一篇:擠塑異型材生產(chǎn)工藝
