

塑料異形材冷頂工藝是一種用于生產PVC高鈣管材、PVC高鈣硬質異型材等產品的常用擠出生產方法。該
1. 工藝概述
該工藝又稱內壓擠出法,是一種在機頭內直接冷卻定型的生產方法,無需定型模具,通過機頭內冷卻實現產品定型。
2. 工藝流程
(1)擠出過程:物料經過擠出機擠出后,形成初步型材。
(2)冷卻定型:型材從機頭模具出料后,直接進入水槽或噴水冷卻,迅速降溫保持所需形狀和尺寸。
(3)牽引裝置:冷卻定型后的型材需通過牽引裝置以一定速度和力量從冷卻設備中牽引出來,確保型材均勻性和質量。
(4)切割裝置:最后,將型材切成所需長度,并使用卸料架進行整理和包裝。
3. 工藝特點
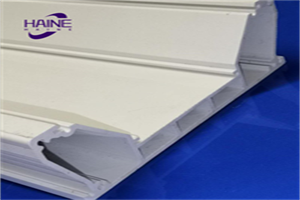
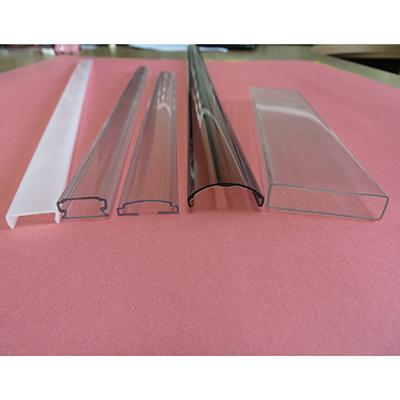
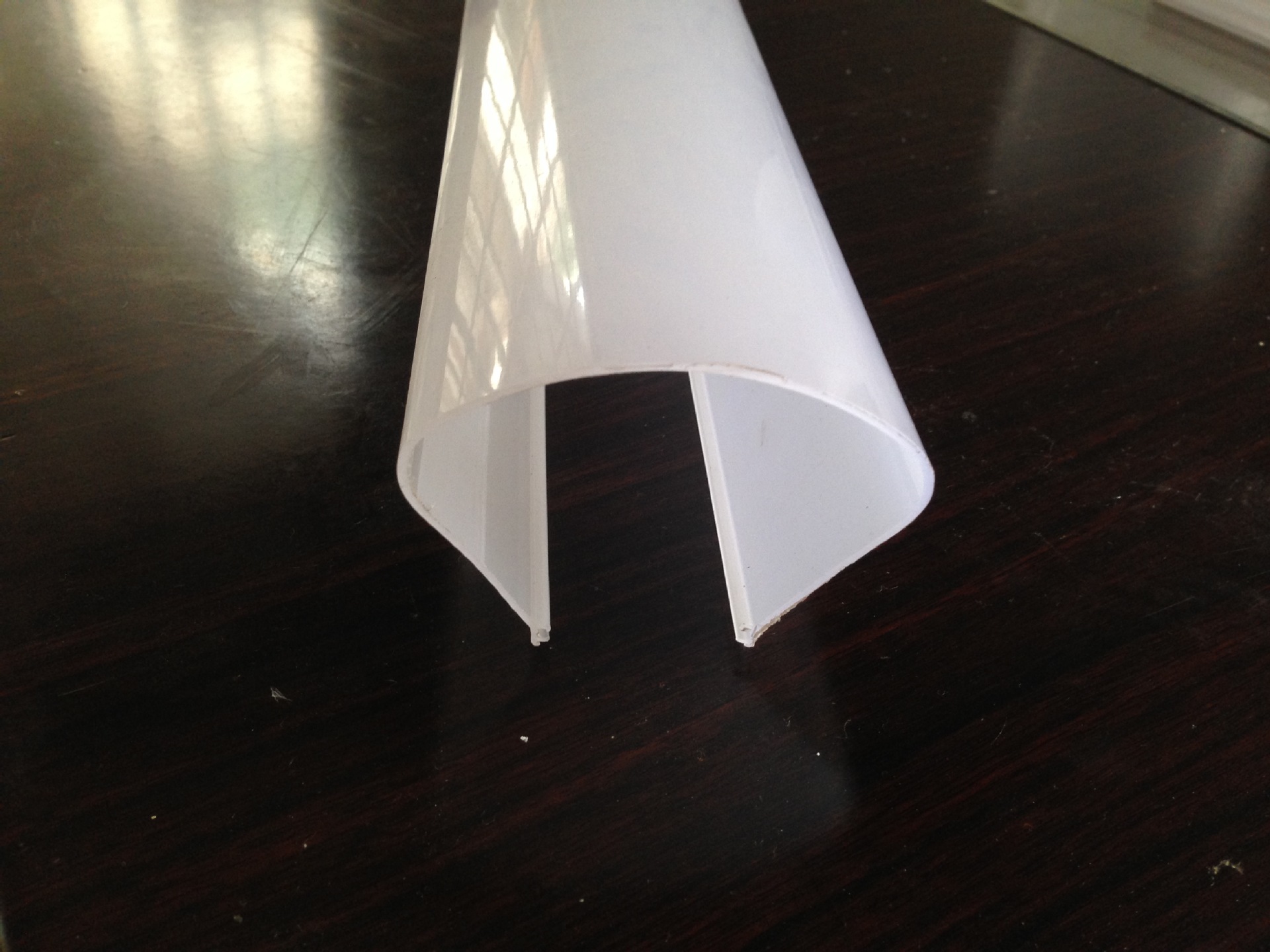
高光澤度:產品外表較亮,光澤度好。
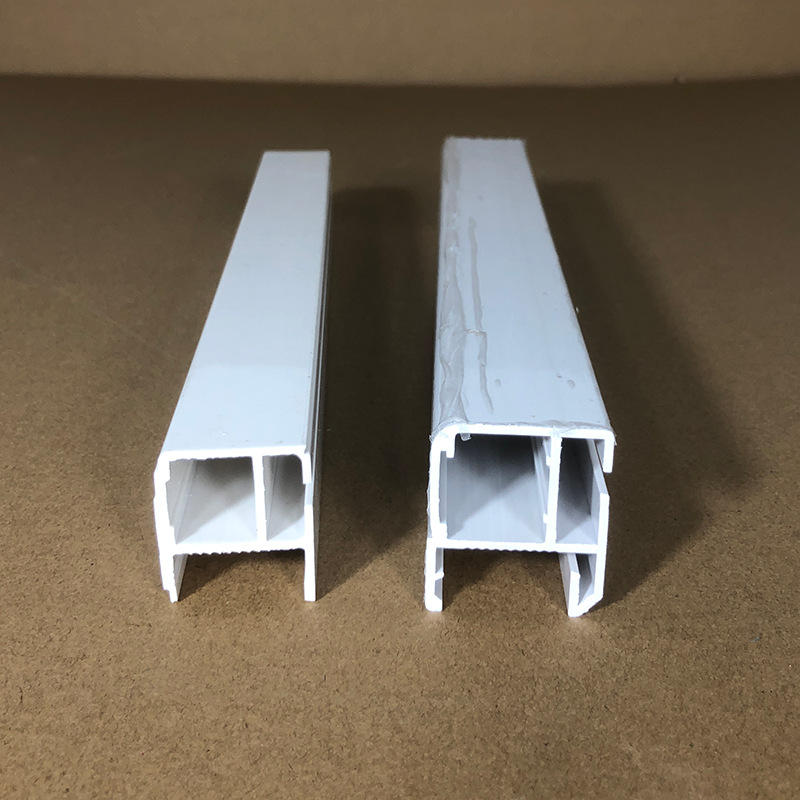
高填充物料:適合使用高填充物料,但生產速度較慢。
無需定型模:直接在機頭內冷卻定型,簡化了生產工藝。
4. 應用領域
該工藝主要應用于生產PVC高鈣管材、PVC高鈣硬質異型材等,特別適合要求外觀亮麗、光滑的產品。
5. 技術改進
近年來,為解決高溫熔體直接接觸水導致外形尺寸不達標的問題,開發了新型自帶冷卻定型和水槽的冷頂異型材擠出模頭,能更好控制冷卻過程,減少外形變形,提高產品質量。
